Mo in structural steel
Structural plate applications are extremely diverse, but the trend for all is higher strength at heavy or extra-heavy gage. This combination can bring even the most powerful cooling device to its limits, and hence Mo alloying becomes relevant. Today, grades with up to 700 MPa yield strength are being produced by thermomechanical rolling to heavy gage, replacing the more traditional and costly quench-and-temper route. Depending on the strength and toughness required, different cooling strategies such as accelerated cooling (ACC), heavy accelerated cooling (HACC) or direct quenching with self-tempering (DQST) have to be applied. In such sophisticated steels, Mo is combined with other alloying elements like Cr and Ni, and microalloying combinations of Nb, Ti and optionally B, in order to produce bainitic or acicular ferritic microstructures having extremely fine grain size. The higher-strength steel allows structural components to be manufactured from thinner plate, saving material and reducing transport, hoisting and welding costs.
Conventional structural HSLA steel has good strength at ambient temperature, but softens severely when exposed to elevated temperature. For this reason, these alloys are not specified for temperatures much higher than ambient temperature. This can be a problem when a building’s steel structure is accidentally subjected to heat produced by a fire. If the steel softens, the structure will collapse under its own weight. Therefore, fire-resistant steel must resist thermally activated deformation (creep) at elevated temperatures ranging from about 400-700°C for a period of up to several hours. In Japan, a minimum of 2/3 of the specified room temperature (RT) yield strength must be retained at 600°C for steel to be considered fire resistant. HSLA steels containing additions of Nb, Mo, V, and/or Ti exhibit superior strength at elevated temperatures when compared to plain carbon steels. Of these, MoNb alloyed steels with Mo contents up to 0.6%were found to be the best performers. Mo strengthens the steel both by solid solution hardening of ferrite and by secondary precipitation of Mo2C particles. Nb provides grain refinement and forms NbC precipitates that give extra strength. Above that, Mo inhibits the coarsening of NbC precipitates at elevated temperature by segregating to the NbC-matrix interface.
Mo in automotive hot & cold rolled strip
No other industrial sector has pursued weight reduction as aggressively as the automotive industry. This has led to unprecedented steel innovation to produce alloys with high strength and good cold formability. Today, the body of a passenger car contains up to 80% high- strength steel, the majority of which is traditional (ferritic, ferritic-pearlitic or bainitic) HSLA steel and an increasing share is multiphase steel. The tensile strength of the established grades ranges up to 1500 MPa, with recent grades achieving 2000 MPa. Especially in those automotive steels where the yield strength exceeds 700 MPa, Mo alloying has its place. Just as in line pipe HSLA steel, Mo promotes the formation of bainitic microstructures that have higher strength than ferrite-pearlite microstructures. These bainitic steels are particularly interesting for structural reinforcement parts, wheels, chassis parts and truck frames. The synergetic interaction of Mo with microalloying elements like Nb and Ti has also led to the development of ultrahigh-strength ferritic steels. The strength in these steels is gained by massive precipitation hardening. The effect of Mo in these steels is manifold:
- Mo delays precipitation of microalloying elements during thermomechanical rolling
- Mo retards recrystallization during hot rolling by solute drag on the grain boundaries
- Mo retards transformation from austenite to ferrite, leading to finer grain size
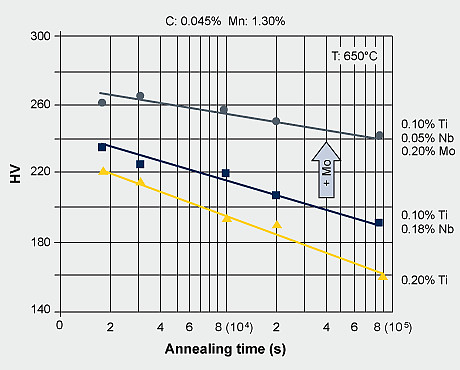
- Mo prevents coarsening (Ostwald ripening) of fine NbC or TiC particles precipitated in ferrite (Figure 4)
Multiphase steel such as DP (dual phase), TRIP (TRansformation Induced Plasticity) and CP (Complex Phase) steel can be produced either directly from the rolling heat or by employing an additional heat treatment, usually after cold rolling. The latter is the route usually used to supply the automotive industry. The primary effect of Mo alloying is to modify the phase fields in the CCT diagram that define transformation cooling-rate processing windows, thereby minimizing property variations in the final strip product.
Regarding as-rolled dual-phase steel, the cooling pattern on the runout table must allow formation of sufficient proeutectoid ferrite matrix without nucleation of pearlite before final quenching transforms the remaining carbon-enriched austenite into martensite. This is usually realized in a two-step cooling process. Mo has a pronounced effect on the pearlite nose, delaying the onset of pearlite formation very effectively. Its retarding effect on the pro-eutectoid ferrite reaction is much smaller, thereby significantly increasing the window of allowable cooling rates and making a more robust production process.
In cold rolled strip, the amount of ferrite in the multiphase microstructure is adjusted by intercritical annealing between the Ar1 and Ar3 temperature. The newly formed austenite fraction enriches in carbon during this treatment, and then transforms into martensite under a sufficiently high cooling rate in a continuous annealing line (CAL) or a continuous galvanizing line (CGL). Mo alloying reduces the critical cooling rate required to produce a fully martensitic transformation. Hence, CGLs not specifically designed to produce DP steel can still be used, allowing the steelmaker more flexibility in terms of production planning and scheduling.
TRIP steel is not quenched below the martensite start temperature immediately after intercritical annealing, but rather to an intermediate temperature to form carbide-free bainite. After a holding period at this temperature, the carbide-free bainite transforms into retained austenite and bainitic ferrite. Mo makes this bainite transformation extremely sluggish. For longer holding times, a TRIP-aided DP steel can be obtained. Reducing the holding time in the bainitic region results in DP steel, the result of a preferential transformation into martensite. Mo additions can help to achieve higher martensite and lower retained austenite contents after processing. This increases tensile strength remarkably without deteriorating weldability too much in terms of carbon equivalent.