The plate is reheated to temperatures above Ac3 temperature during heat treatment. It is important that the plate temperature is uniform from its surface to its core, so that the resulting mechanical properties are uniform. The plates are quenched with pressurised water sprays to maximize the cooling rate and guarantee transformation of the microstructure into martensite or bainite through the thickness. The tempering process that follows quenching is a critical factor controlling the plate’s final mechanical properties. A high density of dislocations and high internal stresses characterize the martensitic microstructure in the as-quenched state. This results in a very hard and strong material, but it is one with little toughness. Tempering reduces these internal stresses and the dislocation density, somewhat reducing strength but greatly improving ductility and toughness. Too much tempering reduces the strength to insufficient levels. Molybdenum efficiently mitigates this effect through its contribution to solid-solution strengthening and in concert with other elements such as chromium and niobium that cause secondary precipitation of complex carbides. By forming these carbides, molybdenum efficiently delays the loss of strength during tempering and improves fracture toughness.
Weldability
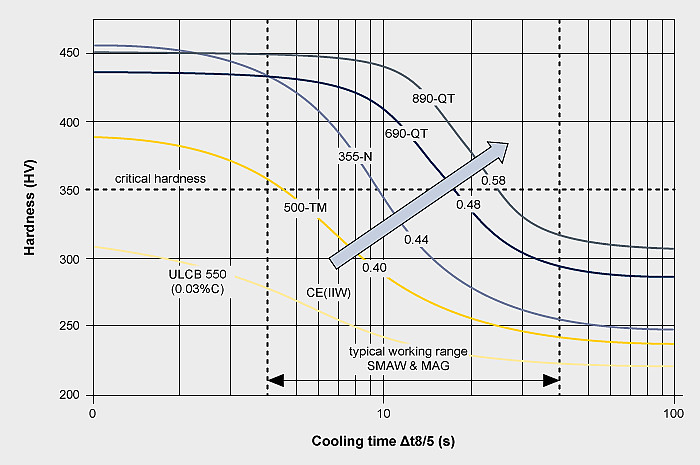
Carbon strongly affects a steel’s weldability. Increasing carbon content increases a steel’s strength but reduces its ductility and toughness. Other alloying elements may have similar effects, but with different strength. An empirical factor called the “carbon equivalent” is used to assess an alloy’s susceptibility to welding problems. The carbon equivalent (CE) is probably the most important criterion to judge a steel grade’s weldability. Many definitions of this parameter exist, but two are commonly used for quenched and tempered steel plate, CEV and the CET, defined as:
CEV = C + Mn/6 + (Cr+Mo+V)/5 + (Cu+Ni)/15
CET = C + (Mn+Mo)/10 + (Cr+Cu)/20 + Ni/40
The factors show that it is particularly effective to reduce carbon content of a steel to improve its weldability. This is simultaneously improves toughness but decreases strength. Therefore strength must be regained by using other alloying elements and thermomechanical (TM) treatment during plate production. To comply with a maximum specified carbon equivalent, the alloy composition must be optimized according to the weighting factors in the CE criterion. Thermomechanical treatment combined with accelerated cooling can produce steel with a yield strength as high as 690 MPa. For a specified strength, TM steel always has a lower carbon equivalent than QT steel. However, for a given strength the maximum thickness for TM steels less than that for QT steels, especially at higher strengths. See the table below for comparisons.