“MIL”, Gun or Black Oxide Blackening
The terms “MIL” (US military specifications) blackening, black oxide, and gun bluing refer to standards and in some cases, proprietary processes, using oxidizing salts (molten sodium dichromate) or alkaline oxidizing processes to achieve a dark blue or black color. Some surface blackening techniques can be used on austenitic (300 series), ferritic (400 series) and duplex stainless steels.
These methods have mainly been used on smaller components like gun barrels, windshield wipers and solar panel frames, but have also found popularity for architectural components. These finishes can be scratched and damaged. Oil, wax or lacquer can be applied after blackening to improve corrosion resistance. Without a coating, the color will not be as dark, uniform or consistent in appearance. All of these coatings will deteriorate and must be reapplied so maintenance must be planned. Black oxide kits for field finish repair are available but some are only suitable for carbon steel.
Heat Blackening
Several methods have been used to darken stainless steel using heat. All decrease corrosion resistance by leaving a heat tint or scale on the surface, which prevents the formation of the usual protective passive film. None produce a consistently uniform dark appearance.
The most problematic approach is the use of a blowtorch or similar heat source to blacken without temperature control. This can significantly adversely affect both the corrosion resistance and mechanical properties of the metal and should never be used.
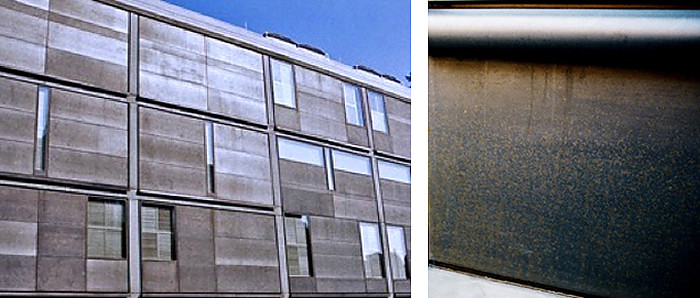
The Yale Center for British Art (left) is the most famous example of using heat to create a darker surface color. Stainless steel is heat treated during production (annealed). If this is not done in an inert gas atmosphere, a dark mill scale forms on the surface, which must be removed to maximize corrosion resistance. Scale adherence and appearance varies with the mill and type of stainless steel. The type formed at some mills more easily delaminates leaving shiny areas, which cannot be repaired. Mill scale decreases the stainless steel’s corrosion resistance. There is corrosion damage in the case of this facade because deicing salt was added to the environment after construction (right). Photo Credits C. Houska, TMR Consulting.
Alloy Specification
Electrochemical and PVD coloring are the most corrosion resistant of the non-paint coloring methods for achieving a darker color. Alloy specification should be conservative when selecting any colored stainless steel. Superficial corrosion staining causes permanent surface damage by removing color and requires panel replacement.
If the location has salt (coastal or deicing) or higher pollution exposure, the minimum specification should be Type 316/316L or alloys with equivalent or higher corrosion resistance. If heat coloring is used or the environment is more severe, then a much more corrosion resistant stainless steel may be required. One illustration of a colored application failure is described in the article Stainless Steel for Severe Coastal Environments.
It is important to determine if wind-blown abrasives will be present and whether accidental or deliberate scratching is likely, before selecting a colored finish. A non-abrasive cleaning regime should be obtained from the finish supplier.
Some types of fabrication must be done before coloring. For example, welding melts the stainless steel and destroys the finish. Fabrication plans should be discussed with the finish supplier during design.
Resources
More information can be obtained from these brochures and articles:
It is not possible to control the color as precisely as with paint, so a range must be agreed. To learn more about color measurement, read Surface Color, NIST. The surface roughness and gloss level will change the apparent color, but close liaison with suppliers will help to quantify the final surface appearance as much as possible.


