Welcome to ‘Stainless Solutions’ from IMOA. Each month, we will cover a different stainless steel issue with tips on design and specification, and links to technical resources. This month we are discussing options for obtaining black and grey colored stainless steel. |
| Black & Grey Colored Stainless Steel |
|
Stainless steel is inherently a silver grey metal. There are numerous options for creating duller or darker tones, including black on stainless steel. There are significant differences in the durability of these coloring options and their suitability for different environments.
Three options for obtaining black or dark grey appearances - paint, electrochemical and PVD coloring - are discussed in the Finishes section of IMOA’s website and in more detail on the page Colored Stainless Steel: Specification and Problem Avoidance.
Abrasive Blasting
Some abrasive blasting media will produce a duller grey color on stainless steel. The rougher texture of abrasive blasted surfaces can make them prone to staining or corrosion because dirt and corrosive substance accumulation is increased. This must be considered during alloy specification. It can also be very difficult to remove graffiti and other deposits from rough surfaces without further abrasive blasting which may not be practical, so the service environment must be considered. |
 |
The SSINA (Specialty Steel Industry of North America) online interactive brochure provides images of sand blasted and other standard finish examples. Sand or silicon carbide result in the darkest grey and coarsest abrasive blasted finishes like this image. Dirt and contaminants in these types of blast media can get embedded in the surface, creating micro-crevices and further increasing susceptibility to staining and corrosion. Post-blast treatments like pickling (ASTM A380) and chemical passivation (ASTM A967) can help to remove embedded material and improve corrosion performance but removal of these deposits will lighten the surface appearance. |
Rough abrasive blasted surfaces are not suggested for locations with salt or industrial pollution exposure, unless a more corrosion-resistant stainless steel than would otherwise be selected for the environment is specified and it is cleaned regularly.
Glass bead is the most popular blasting method. It dulls but does not significantly darken the surface. The surface is not as rough as sand or silicon carbide blasting, but, like other blasting methods, it is substantially rougher than Ra 20 microns or 0.5 micrometers and can increase the likelihood of corrosion problems.
The appearance of abrasive blasted surfaces is often not consistent. The supplier’s production control should therefore be evaluated. One alternative is the light gauge, dull rolled-on (coined) finishes that simulate abrasive blasting. They provide improved corrosion resistance, finish consistency and are a lower cost alternative.
Terne Coating
Traditional terne metal (80% lead, 20% tin) has been replaced with tin, zinc and zinc/tin-plated coatings. They weather to a medium to dark gray tone but the final color is dependent on the environment, including pollution levels. Finish appearance durability is dependent on the metal coating’s corrosion resistance and presence of wind-blown abrasives. The coatings can be applied to either Type 304 or Type 316 stainless steel. The substrate should be sufficiently corrosion resistant for the environment. |
 |
Terne-coated stainless steel was used on the roof and elevated wall panels of the student union building at Carnegie Mellon University to obtain a darker grey appearance. Photo credit C. Houska, TMR Consulting. |
 |
One supplier obtained a darker spangled appearance for a Japanese museum exterior by using heavier gauge stainless steel. Photo credit C. Houska, TMR Consulting. |
“MIL”, Gun or Black Oxide Blackening
The terms “MIL” (US military specifications) blackening, black oxide, and gun bluing refer to standards and in some cases, proprietary processes, using oxidizing salts (molten sodium dichromate) or alkaline oxidizing processes to achieve a dark blue or black color. Some surface blackening techniques can be used on austenitic (300 series), ferritic (400 series) and duplex stainless steels.
These methods have mainly been used on smaller components like gun barrels, windshield wipers and solar panel frames, but have also found popularity for architectural components. These finishes can be scratched and damaged. Oil, wax or lacquer can be applied after blackening to improve corrosion resistance. Without a coating, the color will not be as dark, uniform or consistent in appearance. All of these coatings will deteriorate and must be reapplied so maintenance must be planned. Black oxide kits for field finish repair are available but some are only suitable for carbon steel.
Heat Blackening
Several methods have been used to darken stainless steel using heat. All decrease corrosion resistance by leaving a heat tint or scale on the surface, which prevents the formation of the usual protective passive film. None produce a consistently uniform dark appearance.
The most problematic approach is the use of a blowtorch or similar heat source to blacken without temperature control. This can significantly adversely affect both the corrosion resistance and mechanical properties of the metal and should never be used. |
|
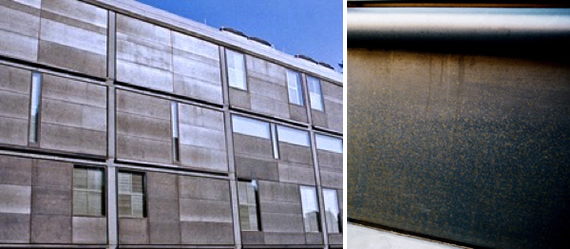
The Yale Center for British Art (left) is the most famous example of using heat to create a darker surface color. Stainless steel is heat treated during production (annealed). If this is not done in an inert gas atmosphere, a dark mill scale forms on the surface, which must be removed to maximize corrosion resistance. Scale adherence and appearance varies with the mill and type of stainless steel. The type formed at some mills more easily delaminates leaving shiny areas, which cannot be repaired. Mill scale decreases the stainless steel’s corrosion resistance. There is corrosion damage in the case of this facade because deicing salt was added to the environment after construction (right). Photo Credits C. Houska, TMR Consulting.
If this appearance is desired, it is important to work directly with producers. Most modern coil production lines are continuous, going directly from heat treatment to pickling. Only an older non-continuous mill can provide this product. A more corrosion resistant stainless steel should be specified to minimize corrosion issues.
|
|
Alloy Specification
Electrochemical and PVD coloring are the most corrosion resistant of the non-paint coloring methods for achieving a darker color. Alloy specification should be conservative when selecting any colored stainless steel. Superficial corrosion staining causes permanent surface damage by removing color and requires panel replacement.
If the location has salt (coastal or deicing) or higher pollution exposure, the minimum specification should be Type 316/316L or alloys with equivalent or higher corrosion resistance. If heat coloring is used or the environment is more severe, then a much more corrosion resistant stainless steel may be required. One illustration of a colored application failure is described in the article Stainless Steel for Severe Coastal Environments.
It is important to determine if wind-blown abrasives will be present and whether accidental or deliberate scratching is likely, before selecting a colored finish. A non-abrasive cleaning regime should be obtained from the finish supplier.
Some types of fabrication must be done before coloring. For example, welding melts the stainless steel and destroys the finish. Fabrication plans should be discussed with the finish supplier during design.
Resources
More information can be obtained from these brochures and articles:
Colored Stainless Steel: Specification and Problem Avoidance
Colored Stainless Offers a Rainbow of Possibilities, SMACNA
Colouring Stainless Steel, EuroInox
Special Finishes for Stainless Steel, SSINA
It is not possible to control the color as precisely as with paint, so a range must be agreed. To learn more about color measurement, read Surface Color, NIST. The surface roughness and gloss level will change the apparent color, but close liaison with suppliers will help to quantify the final surface appearance as much as possible. |
| Stainless Steel Library |
|
Download a free Stainless Steel Library (zip file, 559 MB) with over 360 pdfs covering building and construction applications, selection, specification, fabrication, sustainability and other common questions. |
| Stainless Solutions e-newsletter archive |
|
For previous issues or to subscibe to the e-newsletter, please visit the archive page. |
| Continuing Education – American Institute of Architects (AIA) |
|
IMOA is an AIA continuing education system approved provider with eight 1-hour programs that are registered for both live face-to-face and distance learning credit.
1. Stainless Steel Sustainable Design
2. Bioclimatic Design With Stainless Steel Weather Screens
3. Stainless Steel Structural Design
4. Stainless Steel Specification For Corrosive Applications
5. Deicing Salt: Stainless Steel Selection to Avoid Corrosion
6. Stainless Steel Finish Specification
7. Advanced Stainless Steel Specification and Problem Avoidance
8. Specification of Stainless Steel Finishes and Grades For Corrosive Applications
For more information or to schedule a workshop contact Catherine Houska, 412-369-0377 or email chouska@tmr-inc.com. |
| What is IMOA? |
|
IMOA (International Molybdenum Association) is a non-profit industry association, which provides technical information to assist with successful specification of molybdenum-containing materials. Molybdenum is an element. When it is added to stainless steel, molybdenum increases its resistance to corrosion caused by deicing salts, coastal atmosphere and pollution.
If you have a topic suggestion for a future issue of Stainless Solutions or need additional technical advice on stainless steel specification and selection, please get in touch here.
Forwarded by a colleague? To receive the next issue of Stainless Solutions automatically, please go to our archive and subscription page.
 
|
| Disclaimer |
|
In providing consultation or other assistance with respect to technical issues, any consultation, assistance or material is provided for the general information of the recipient and should not be used or relied upon for any specific application without first securing competent advice. IMOA and their respective employees, consultants and members (i) make no representation or warranty, express or implied, of any kind with regard to such consultation, assistance or material including no representation or warranty of suitability for any general or specific use; (ii) assume no liability or responsibility of any kind in connection therewith; and (iii) disclaim any and all liability for any claim that arises therefrom. |
|