Back | Blog posts overview
Meeting modern engineering challenges
07/04/2020
As ever-stronger steels are needed to meet engineering challenges, molybdenum alloying not only promotes strengthening but also enhances resistance against embrittlement.

Cement pump © shutterstock.com/1165030483
High-strength low-alloy (HSLA) steels offer considerable advantages for tackling today's engineering challenges. These advantages include lower structural weight, improved handling efficiency, reduced welding effort and as a consequence of all that, a smaller carbon footprint from cradle to grave. High strength steel is also hugely beneficial as it allows lightweighting at no extra cost, unlike many other materials. The increased cost of higher strength steel grades is typically outweighed by the reduced material weight and, therefore, cost as well as by more efficient processing and handling during manufacturing or construction.

Economy of lightweighting by high-strength steel grades (Sxxx refers to min. yield strength in MPa)
In addition to strength, the selection of structural steel is concerned with ease of forming, welding and other fabrication procedures. Service conditions require that these steel grades exhibit good toughness at the temperature of service.
From high strength low alloy towards ultra high strength steels
Structural high strength low alloy (HSLA) steel grades with a yield strength of up to 550 MPa are typically produced by thermomechanical-controlled processing (TMCP) either as hot-rolled strip or plate. The alloy concept relies on low carbon, manganese and microalloying. Similar to the evolution in car body steels, structural applications are seeking even higher strength than that offered by conventional TMCP-processed HSLA grades. Such ultra-high strength steel (UHSS) grades with a yield strength of 700 MPa or higher require more elaborate alloy concepts in combination with advanced processing in the mill. Direct quenching (DQ) has become the process method of choice, relying on strong water-cooling of the hot steel directly after TMCP rolling.
With its process variants, direct quenching/self-tempering (DQST) and direct quenching/partitioning (DQP), steel properties such as strength (hardness), toughness and formability can be tailored to the needs of the application. Direct quenching technology is very cost-efficient and allows high productivity compared to conventional reheat and quenching processes. It can also be applied in strip as well as plate mills. Most relevant steel producing regions now have production facilities ensuring a reliable global supply.
Applications of UHSS
The advantages of UHSS are of particular interest to the transportation and materials handling industry where the ratio of payload to dead weight is of paramount importance. Benefits include greater speeds, lower fuel consumption per load and smaller sized propulsion units. Mobile cranes are an excellent example of where the use of UHSS can deliver significant benefits. Current applications require increased reach of the crane boom, for instance when assembling windmills for which the average hub height is now around 130 metres. With standard HSLA steels the boom itself would become so heavy that hoisting capacity would be insufficient. Stacking of the required boom length would also become impossible due to the heavier gauge needed for the boom segments made from softer steel. Therefore, UHSS grades with 1100MPa yield strength are already being used for boom fabrication in recent mobile cranes.
A similar situation occurs with concrete pumps which require extended reach due to the construction of ever-taller skyscrapers. Wood harvesting is a further example where the weight of timber forks and onboard grippers can be reduced to increase the payload of respective trucks. Lightweighting of trailer structures similarly increases transport capacity or reduces fuel consumption. Upgrading from a standard 550 MPa HSLA steel to 700 MPa UHSS has proven potential to reduce the weight of the main longitudinals of container trailers by nearly 30% while more recent designs are already applying 960 MPa UHSS grades. Upgrading from a standard 550 MPa HSLA steel to 700 MPa UHSS was shown to enable a weight saving of nearly 30% for the main longitudinals of container trailers while more recent designs are already applying 960 MPa UHSS grades. Equipment for agricultural, earth moving, mineral processing and mining applications requires increased wear resistance of critical components as this has a direct benefit for operational performance and service life and with that reduces replacement cost. The required UHSS typically has a strength of over 1000 MPa and a minimum hardness of 400 HV. Reduced weight in these applications is a secondary benefit, especially for mobile equipment.
Microstructure makes the properties
The microstructures resulting from the various direct quenching (DQ) processing routes range from bainite, tempered martensite (possibly containing a fraction of austenite) to full-hard martensite. Alloying elements have a moderating functionality in that respect as they can enhance hardenability, control grain size, improve tempering behaviour or promote austenite formation. Small grain size is beneficial to toughness and strength, while high hardness provides excellent wear resistance. The presence of austenite in the microstructure produces the so-called TRIP (transformation induced plasticity) effect, which significantly improves formability. Welding in particular requires careful alloy design to avoid undesired microstructures in the heat-affected zone (HAZ) and to counteract excessive softening in the same area. In steel grades of 1100 MPa strength, molybdenum additions of up to 0.7% can successfully minimize HAZ softening under typical gas metal arc welding conditions. For quite a few applications, fatigue strength, rather than tensile strength, is the limiting design criterion. For HSLA steels, fatigue strength usually correlates linearly with tensile strength. The decrease in the fatigue strength at ultra-high strength level can be attributed to the transition of fatigue cracking sites from the surface to the inner inclusions as well as the presence of residual stress in the material. In this respect, the expertise and skill of the steel producer is making the difference in fatigue performance. Fine and homogeneous microstructure is also beneficial to fatigue properties.
When the going gets tough, Moly gets going
Molybdenum is one of the most established alloying elements for providing hardenability to steel. This effect was discovered in the 1930s, but only started being exploited on a larger industrial scale in the late 1960s, initially for producing conventional quenched and tempered steels. Other alloying elements – such as chromium, manganese or boron – compete with molybdenum when it comes to increased hardenability. However, molybdenum alloying is far superior in harsher conditions including high-impact loads, very low operational temperatures, or mild corrosive environments.
Recent projects supported by the International Molybdenum Association (IMOA) have increased understanding of the superior performance of molybdenum additions in DQ steel grades and, more specifically, those with martensitic microstructure. It is evident that molybdenum alloying increases strength and toughness simultaneously. The 28 Joule Charpy transition temperature is often defined as a limiting criterion. Molybdenum alloyed DQ steels of over 1000 MPa yield strength were shown to have a transition temperature below -80°C. In other words, these steels can perform very well in any existing climate condition on earth.
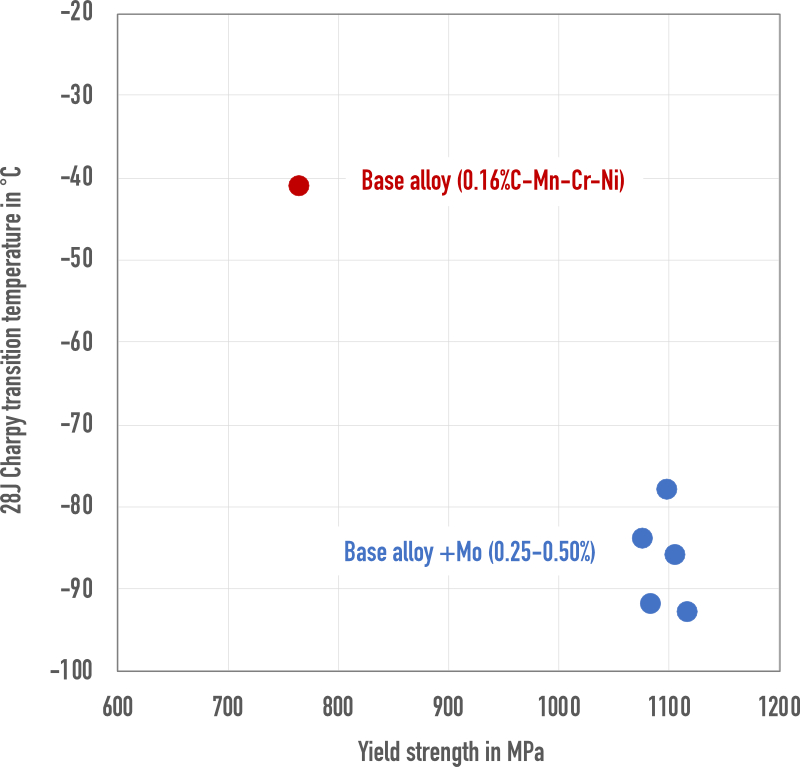
Molybdenum improving strength and low temperature toughness in DQ UHSS steel
Steel grades of more than 1000 MPa strength are often sensitive to failure caused by hydrogen. This is related to more specific phenomena such as stress corrosion cracking (SCC), corrosion fatigue cracking (CFC), and hydrogen-induced cracking (HIC), also known as hydrogen embrittlement (HE). Embrittlement can occur when hydrogen is present within the bulk of the steel during simultaneous application of a load. In addition, embrittlement might result from the exposure of a steel under load to a hydrogen-containing environment. Both situations are possible in many practical circumstances. The embrittlement manifests itself by a non-ductile fracture mode, extremely low toughness, reduced elongation, and compromised tensile strength. The higher the strength level of the steel, the greater its susceptibility to HE and the lower is the amount of allowable diffusible hydrogen content. Consequently, countermeasures to HE focus on reinforcing grain boundary strength as well as obstructing local aggregation of hydrogen. Microstructural refinement, hydrogen trapping by precipitates and reducing mobility of dislocations or vacancies are all-important mechanisms in obstructing local aggregation of hydrogen. Molybdenum, as well as acting like a 'glue' between grain boundaries, has direct or indirect benefits to those mechanisms impeding hydrogen-induced damage. A recent IMOA project showed that adding 0.5%Mo to a 2000 MPa martensitic steel increases the resistance against hydrogen-induced delayed cracking by a factor of 6-9.
Summary
It has been clear for some time that there are significant benefits of molybdenum alloying when producing high-strength steels that can operate in the harshest of conditions and offer real lightweighting opportunities. Recent IMOA research projects have demonstrated additional benefits of molybdenum alloying in ultra-high strength steels including increasing strength while also increasing toughness and resistance to hydrogen embrittlement. These steels are effectively meeting the engineering challenges of our modern world and, as research continues, will continue to provide innovative materials that contribute to sustainable development.

Molybdenum increasing delayed cracking resistance of UHSS (accelerated testing)
By Professor Hardy Mohrbacher
Back | Blog posts overview